 English
English Español
Español Português
Português
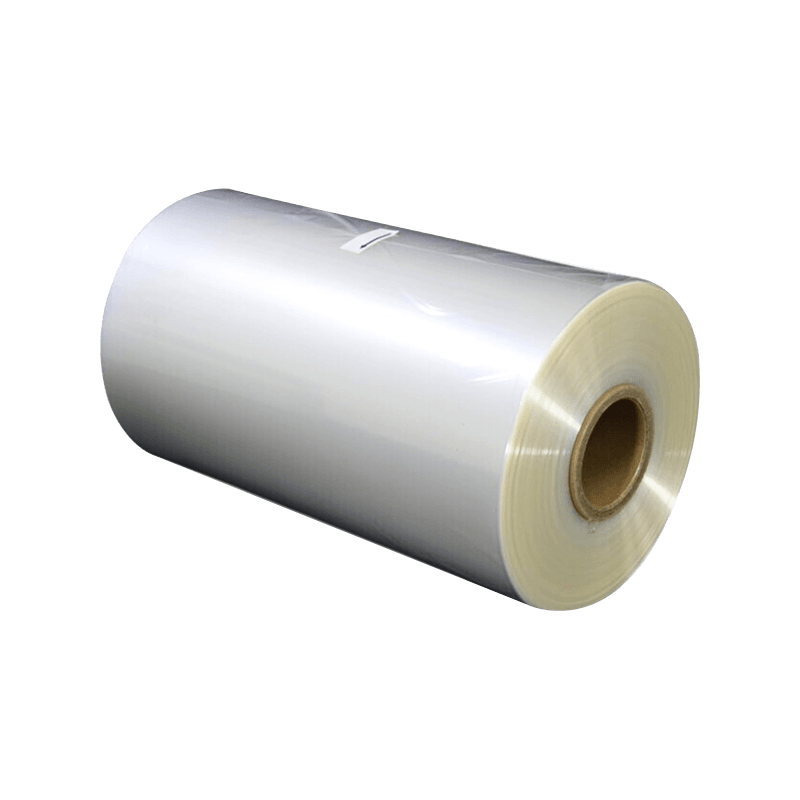
PET/PE laminated film is a method for dry composite processing, where PE film and PET film are lamin...
See Details
Industry News
Is PET/PE Laminate Film the Right Choice for Your Packaging Needs?
Date:Apr 22, 2026
What Is PET/PE Laminate Film?
PET/PE laminate film is a two-layer composite packaging material made by bonding polyethylene terephthalate (PET) and polyethylene (PE) together through a lamination process. The PET layer serves as the outer surface, offering excellent rigidity, clarity, and printability, while the PE layer acts as the inner sealant, providing heat-sealability and moisture resistance. Together, these two materials create a versatile film that is widely used across food, pharmaceutical, and industrial packaging sectors.
The combination is not accidental — each layer contributes properties the other lacks. PET alone is too rigid and difficult to heat-seal; PE alone lacks the mechanical strength and high-temperature resistance needed for modern packaging lines. When laminated, the resulting film achieves a performance balance that neither material could accomplish on its own.
Key Structural Properties of PET/PE Laminate Film
Understanding the structure of PET/PE laminate film helps explain why it performs so well in demanding environments. The typical construction involves a 12-micron PET film bonded to a 50–80 micron PE film, though custom thicknesses are available depending on application requirements. The bonding is achieved through dry lamination using adhesives or extrusion lamination depending on production scale and end-use needs.
PET Layer Characteristics
- High tensile strength and dimensional stability
- Excellent optical clarity for product visibility
- Good resistance to heat up to 150°C
- Superior surface for high-resolution printing
- Chemical resistance to oils and solvents
PE Layer Characteristics
- Low heat-seal initiation temperature (typically 110–130°C)
- Effective moisture vapor transmission barrier
- Flexible and impact-resistant at low temperatures
- Food-safe grades available (FDA/EU compliant)
- Compatible with form-fill-seal (FFS) machinery
Performance Comparison: PET/PE vs. Other Common Laminates
To understand where PET/PE laminate film fits in the broader landscape, it helps to compare it directly against other widely used laminate structures. Each structure has trade-offs in cost, barrier performance, and application suitability.
| Film Structure | Moisture Barrier | Oxygen Barrier | Heat Sealability | Cost Level |
| PET/PE | Good | Moderate | Excellent | Low–Medium |
| PET/AL/PE | Excellent | Excellent | Excellent | High |
| BOPP/PE | Good | Low | Good | Low |
| Nylon/PE | Good | Moderate | Excellent | Medium–High |
PET/PE stands out as a cost-effective solution when oxygen barrier requirements are not critical — for example, in dry snacks, confectionery, personal care wipes, and general-purpose pouches. When oxygen-sensitive products like cured meats or coffee are involved, an aluminum foil or EVOH layer must be added to the structure.
Major Application Areas of PET/PE Laminate Film
The versatility of PET/PE laminate film has made it a packaging staple across numerous industries. Its performance attributes align well with the requirements of both automated packaging lines and shelf-display needs in retail environments.
Food and Beverage Packaging
PET/PE laminate film is extensively used in food packaging for products such as biscuits, dried fruits, noodles, frozen foods, and dairy items. The PET outer layer supports vibrant, sharp printing for branding, while the PE inner layer ensures reliable heat sealing to maintain freshness. The film is also used in lidding applications for trays and cups, where the PE layer bonds cleanly to polypropylene or PE-based containers.
Pharmaceutical and Medical Packaging
In pharmaceutical packaging, PET/PE laminate film is used for blister pack lidding, sachets, and pouch applications where product protection from moisture is essential. Medical-grade PE resins that comply with USP and ISO standards are used to ensure compatibility with drugs and medical devices. The clarity of the PET layer also enables easy visual inspection of contents without opening the package.
Personal Care and Household Products
Wet wipes, facial masks, shampoo sachets, and detergent pouches commonly use PET/PE laminate film. The film's resistance to liquid content and its ability to form strong, leak-proof seals make it ideal for single-use liquid or gel-containing packets. The printable PET surface also supports high-quality graphics that are critical in competitive retail environments.
Industrial and Agricultural Applications
Beyond consumer packaging, PET/PE laminate film finds use in agricultural seed bags, fertilizer liners, and industrial component wrapping. In these cases, the durability and puncture resistance of the combined film structure are prioritized over aesthetics. Heavier PE gauges (100 microns or more) may be used to meet the mechanical demands of industrial use.
How to Select the Right PET/PE Laminate Film Specification
Choosing the correct PET/PE laminate film specification involves evaluating several technical and commercial parameters. A mismatch between film specification and application requirement leads to seal failures, poor shelf life, or unnecessary cost premiums.
- Total film thickness: Common constructions range from 62 microns (12 PET + 50 PE) to 100 microns (12 PET + 88 PE). Heavier-duty applications require thicker PE layers for strength and puncture resistance.
- PE resin type: LDPE offers better flexibility and lower seal temperature; LLDPE provides improved tensile and tear strength. Choose based on whether flexibility or toughness is the priority.
- Surface treatment: Corona-treated PET surfaces are standard for adhesion of inks and adhesives. Confirm treatment level (dyne/cm) matches your printing process requirements.
- Adhesive type: Solvent-based, solventless, and water-based adhesives each affect bond strength, cost, and food-contact compliance. Solventless adhesives are increasingly preferred for sustainability reasons.
- Compliance requirements: Confirm whether FDA 21 CFR, EU 10/2011, or other food-contact regulations apply to your market and that the film supplier provides proper documentation.
- Roll dimensions: Match roll width and core diameter to your packaging machinery specifications to avoid costly line adjustments.
Sustainability Considerations for PET/PE Laminate Film
One of the known challenges with PET/PE laminate film — and multi-material laminates in general — is recyclability. Because PET and PE are chemically different polymers, conventional mechanical recycling streams cannot process them together efficiently. This has driven significant industry research into alternative approaches.
Several directions are being actively explored and adopted by manufacturers and brand owners. Mono-material structures, such as all-PE laminates (using high-barrier PE films) or all-PET laminates, are gaining traction as recyclable alternatives. However, these often come with trade-offs in performance or cost that PET/PE currently handles more effectively.
Some suppliers now offer PET/PE laminates with certified recycled content (rPET or rPE), which reduces the carbon footprint of the film without altering its functional performance. Additionally, chemical recycling technologies are advancing, offering a potential pathway for mixed-polymer laminates to re-enter material streams in the future. Brands evaluating PET/PE laminate film should assess these options in the context of their sustainability commitments and regional regulatory requirements on packaging recyclability.
Processing and Handling Tips for PET/PE Laminate Film
To get optimal results from PET/PE laminate film in production, there are practical guidelines that packaging technologists and line operators should follow consistently.
- Heat seal settings: Set seal bar temperature between 120–160°C depending on PE grade and dwell time. Always validate seal integrity with peel strength tests during startup and shift changeovers.
- Storage conditions: Store rolls in a cool, dry environment away from direct sunlight and at a relative humidity below 60%. Avoid storing near solvents or strong-smelling chemicals that may migrate into the film.
- Tension control: Maintain consistent web tension to prevent film distortion during printing or forming. PET's low elongation makes it less forgiving than softer films on poorly calibrated unwind systems.
- Printing orientation: Always print on the PET side. Applying inks or coatings to the PE side risks adhesion failure and contamination of food-contact surfaces.
- Curing time post-lamination: Allow 24–48 hours of aging after lamination before slitting or printing to allow adhesive to fully cure and bond strength to develop.
Following these guidelines reduces waste, improves line efficiency, and ensures that the finished package performs as designed throughout its shelf life — from filling and sealing through retail display and consumer use.
Content
- 1 What Is PET/PE Laminate Film?
- 2 Key Structural Properties of PET/PE Laminate Film
- 3 Performance Comparison: PET/PE vs. Other Common Laminates
- 4 Major Application Areas of PET/PE Laminate Film
- 5 How to Select the Right PET/PE Laminate Film Specification
- 6 Sustainability Considerations for PET/PE Laminate Film
- 7 Processing and Handling Tips for PET/PE Laminate Film
Recommended Articles
Related products
-

-
The four-layer composite film of PET/AL/PA/CPP combines four materials with distinct properties thro...
See Details -
PET Shrink Film is renowned for its exceptional transparency, high tensile strength and recyclabilit...
See Details -
PET/AL/PET Triplex Film is multilayer laminate composed of Polyester (PET) / Aluminum Foil (AL) / Po...
See Details -
PET/AL/PE Triplex Film is a high-performance composite packaging material engineered with a three-la...
See Details -
MPET/PE laminated film is a high-performance and cost-effective alternative to traditional AL/PET fi...
See Details